


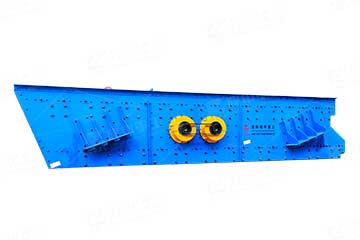
这里所说的大梁是指筛框上部支撑振动器的横梁(我们叫振动筛主梁)。一般采用箱式振动器的振动筛都有一个很夯实的主梁。下图就是一个采用箱式振动器主梁结构的振动筛。由于近几年箱式振动器比较流行,而箱式振动器振动筛一般都需要一个主梁,因此,这类振动筛目前在选煤厂应用非常普遍。
主梁如果设计或制造不好,往往容易发生断裂,并且断裂后不容易修补,甚至造成整台振动筛报废。发生主梁断裂并影响生产的事例很多,即便是进口的振动筛也时有发生主梁断裂事故。
有人说是振动筛处理量过大时主梁容易损坏。这个观点是错误的,因为增加振动筛处理量,振动筛的振幅会降低,主梁所受的惯性力将减少,所以增加振动筛的处理量对主梁寿命只有好处没有坏处。
有人说是主梁的材质有问题,这个观点振动筛专家也不同意,一般主梁的材质选用都是比较谨慎的,虽然各个厂家所用的材质不尽相同,但都会采用比较好的材质,从强度上相差不会太大,再好的材质,如何设计和制造不好,都不可能达到可靠性要求。
以下论证主梁损坏的原因和解决办法。
一、设计方面的问题:
主梁的作用是:支撑振动器,并传递激振力。主梁是一个受力很复杂的结构件。
主梁的受力包括:
1、重力:包括振动器的重力和主梁本身的重力。
2、激振力:振动器产生的激振力全部由主梁承担。
3、惯性力:振动器和主梁在振动筛振动过程中产生的惯性力。
除重力外,激振力和惯性力是交变载荷,激振力又是集中力。
因为主梁的受力很复杂,许多人掌握不了主梁受力计算方法,因此,就靠测绘和仿制手段设计主梁,即便计算,其受力模型的建立也不务b与实际相符。这是国内许多人设计不好主梁的主要原因。
如果设计上有问题,制造的再好也没有用。所以任何产品出现质量问题,大部分是设计上出现了问题。另外,主梁的两端与筛框侧板通过高强螺栓联接,因此还要正确计算螺栓的规格和数量。
主梁的设计还要考虑其他方面的因素,在图纸上务需要标注清楚,如主梁与筛框侧板垂直度公差、主梁与振动器联接的部位的平面度公差、焊缝形式以及热处理等要求。
二、制造方面的问题
制造方面务需要按图纸要求去制造,否则,就达不到设计的要求,也会出现问题。
因为主梁的设计在图纸上标注了很多技术要求,制造上稍有忽略,主梁就容易出问题。这也是振动筛行业技术工程师刘建荣先生这么多年较头痛的问题,因为许多制造人员不重视,不管刘建荣先生耐心的讲多少边,这样的问题总是避免不了发生。即便是国外的振动筛也难免发生主梁断裂事故,说明制造质量对主梁是多么重要,虽然说进口振动筛外观都很漂亮,但漂亮并不能解决可靠性的问题,关键还是内在质量。
因此制造方面务需要注意以下几点:
1、焊接:务需要采用规定的焊条,不能有焊接缺陷,哪些地方该焊,那些地方不该焊,焊缝高度是多少,图纸上都有要求,务需要按图纸要求去焊接。焊接工艺务需要保证焊接变形较小。
2、要采用合理的工艺,保证主梁的几何形状公差。
3、按图纸要求进行热处理。

三、使用方面的问题
假如一个厂用了10台振动筛,在相同使用条件下,其中一台设备不出问题,其余都出问题,就说明设计没有问题,务b是制造上或使用上出现了问题。因为设计有问题,肯定所有振动筛都会出问题。
有人会说,主梁就是一个结构件,用虎克螺栓联接在筛框上,是一个无法维护的结构件,因此,主梁损坏不是设计原因就是制造原因,与使用无关。
因此,主梁的维护主要是检查主梁与振动器联接的螺栓紧固情况,发现松动,及时紧固。正常情况下,每个礼拜都要检查一次。
如果主梁发生断裂事故,解决的方法是,在裂纹处开坡口并焊接,然后补加强版,如果处理好,大梁还能坚持使用一段时间,如果处理不好,用不了几天还会发生事故,较后不得不更换新梁,甚至造成整台振动筛报废。

